QATM offers specialized solutions for the metallography of aluminum and its alloys, ensuring accurate, reliable, and high-quality results.
Its technologies enable the revelation of critical microstructural characteristics such as grain size and morphology, phases, as well as potential defects or inclusions, supporting a complete understanding of the material’s behavior.
With advanced methods of preparation, grinding, polishing, etching, QATM solutions guarantee the integrity of samples and the reproducibility of analysis, even in complex alloys. Their use in quality control is a decisive factor for confirming the strength, durability, and performance of materials in applications ranging from aerospace and automotive to energy and construction.
The company provides a full range of equipment and consumables for metallographic processes, including grinding, polishing, and cutting machines, as well as specialized mounting materials. QATM solutions focus on accuracy, clarity, and consistency of results, delivering reliable and efficient sample preparation for microscopic analysis and scientific research.
Properties of Aluminum:
Lightweight, ductile, with high thermal/electrical conductivity and corrosion resistance. Pure Al is relatively soft, so it is usually alloyed with elements like Cu, Mg, Si, Zn, Mn to improve properties.
- 2xxx (Al-Cu): High strength → aerospace applications.
- 6xxx (Al-Mg-Si): Medium strength → easy formability.
- 7xxx (Al-Zn-Mg-Cu): High strength → aerospace and transportation.
Applications:
- Aerospace: Requires control of precipitates, grain uniformity, and material integrity (e.g., Al₂Cu in 2xxx alloys, MgZn₂ in 7xxx alloys).
- Automotive: Requires monitoring of porosity, shrinkage, and particle distribution (e.g., fine and uniform distribution of Si particles in Al-Si alloys). Verification of heat treatments via hardness tests is also required (e.g., engine blocks, cylinder heads, pistons, wheels, body panels).
- Additive Manufacturing: Monitoring layer bonding, porosity, and microstructural features (e.g., cellular grains and melt pool boundaries in Al-Si10Mg alloys).
- Electronics & Defense: Ensures homogeneity and quality of bonds (e.g., Al-Li alloys with Al₃Li precipitates, aluminum heat sinks, armored vehicles).




Metallographic Preparation Process
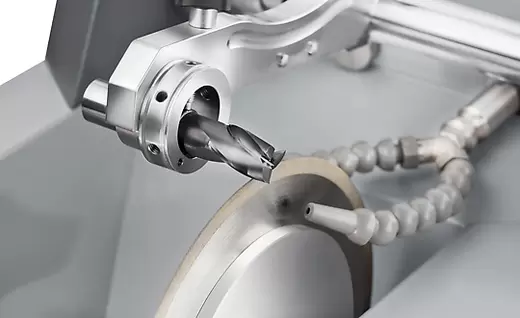
- Cutting: Using abrasive wheels for non-ferrous metals, with cooling.
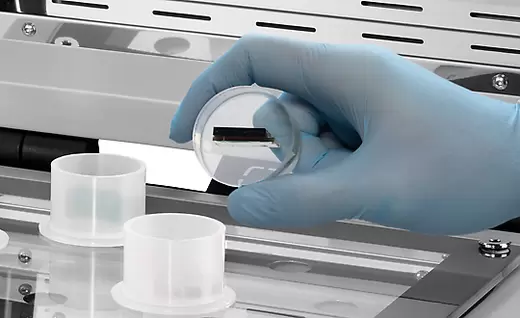
- Mounting: Hot mounting with phenolic resin (typical) or cold mounting with epoxy for delicate samples.
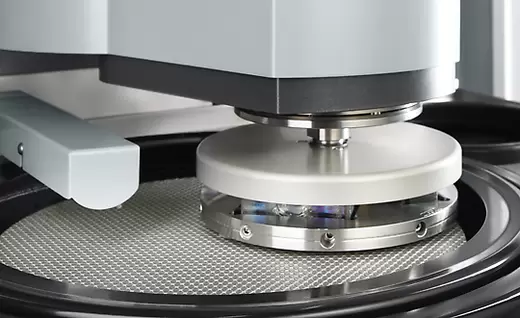
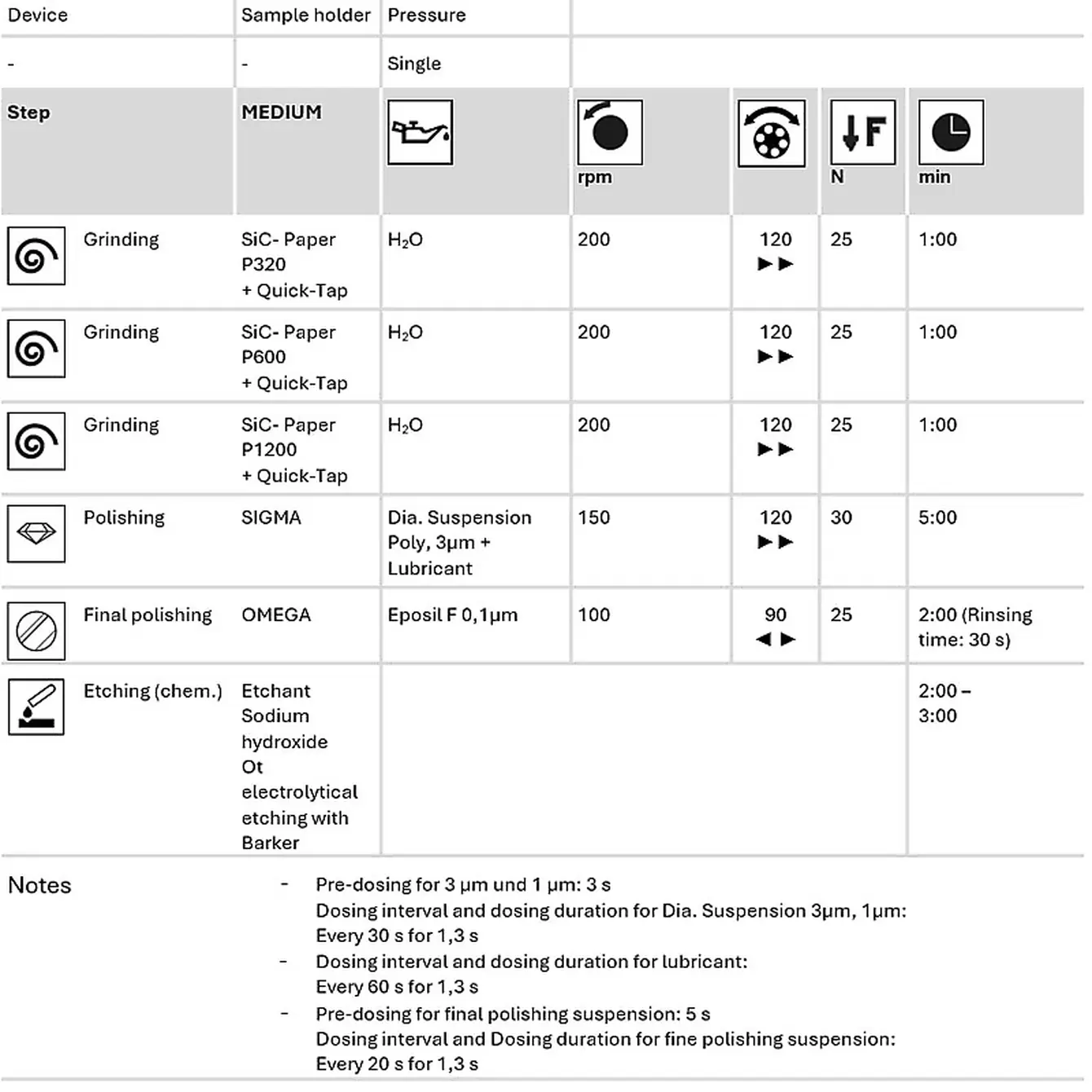
- Grinding/Polishing: Using SiC papers and diamond pastes to achieve a mirror finish.
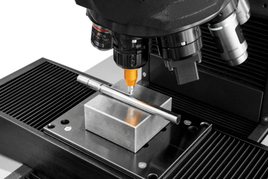
- Etching: To reveal microstructure.
- Analysis: Microscopy, hardness testing, etc.
Proper metallographic preparation is essential for revealing the microstructure, certifying quality, and evaluating the properties of aluminum and its alloys, especially in critical applications such as aerospace.
In-Depth Knowledge and Practical Guidance
Aluminum and its alloys have seen enormous development, with global production nearly doubling in the last decade. Their success is due to properties such as:
- low specific weight (1/3 of steel) → ideal for lightweight constructions.
- wide range of formability (casting, extrusion, rolling, forging, CNC machining, etc.).
- high corrosion resistance (improved by anodizing/coatings).
- wide mechanical strength range (70–800 MPa).
- excellent thermal and electrical conductivity.
- non-toxic → suitable for food packaging.
Importance of Aluminum Metallography
- Quality control: Detection of pores, cracks, and inappropriate phases.
- Process optimization: Understanding effects of casting, rolling, and heat treatments.
- Failure analysis: Understanding mechanisms such as fatigue, corrosion, and brittleness.
- R&D: Designing new alloys and processing methods.
Metallographic Preparation Considerations
Preparation must be careful due to the softness and ductility of aluminum to avoid artificial defects (scratches, deformation, surface smearing).
- Cutting: Difficult due to softness; optimal wheels are SiC (more suitable than Al₂O₃).
- Mounting:
- Hot mounting: e.g., with Bakelite; robust but requires caution, e.g., using Qpress 40.
- Cold mounting: with epoxy resins (e.g., KEM 20, Qpox 92); suitable for delicate or thin samples.
- UV-curing: Faster method (~1 minute); ideal for pure Al without strict edge retention requirements, e.g., using Qmount.
The correct choice of technique depends on the sample type (e.g., thin, coated, porous, or bulk alloy).
Pure Aluminum
General Characteristics:
- Density: 2.7 g/cm³.
- Melting Point: 660 °C.
- Purity: >99% (1xxx series, e.g., EN AW 1050A).
- Crystal Structure: FCC (Face-Centered Cubic).
- Properties:
- Highly ductile and malleable.
- Excellent corrosion resistance (due to stable oxide layer).
- Low tensile strength (~90 MPa annealed).
- Good electrical and thermal conductivity.
- Non-magnetic, non-toxic.
- Applications: Cables, aluminum sheets/foils, boxes, food packaging, electronic components, household items.
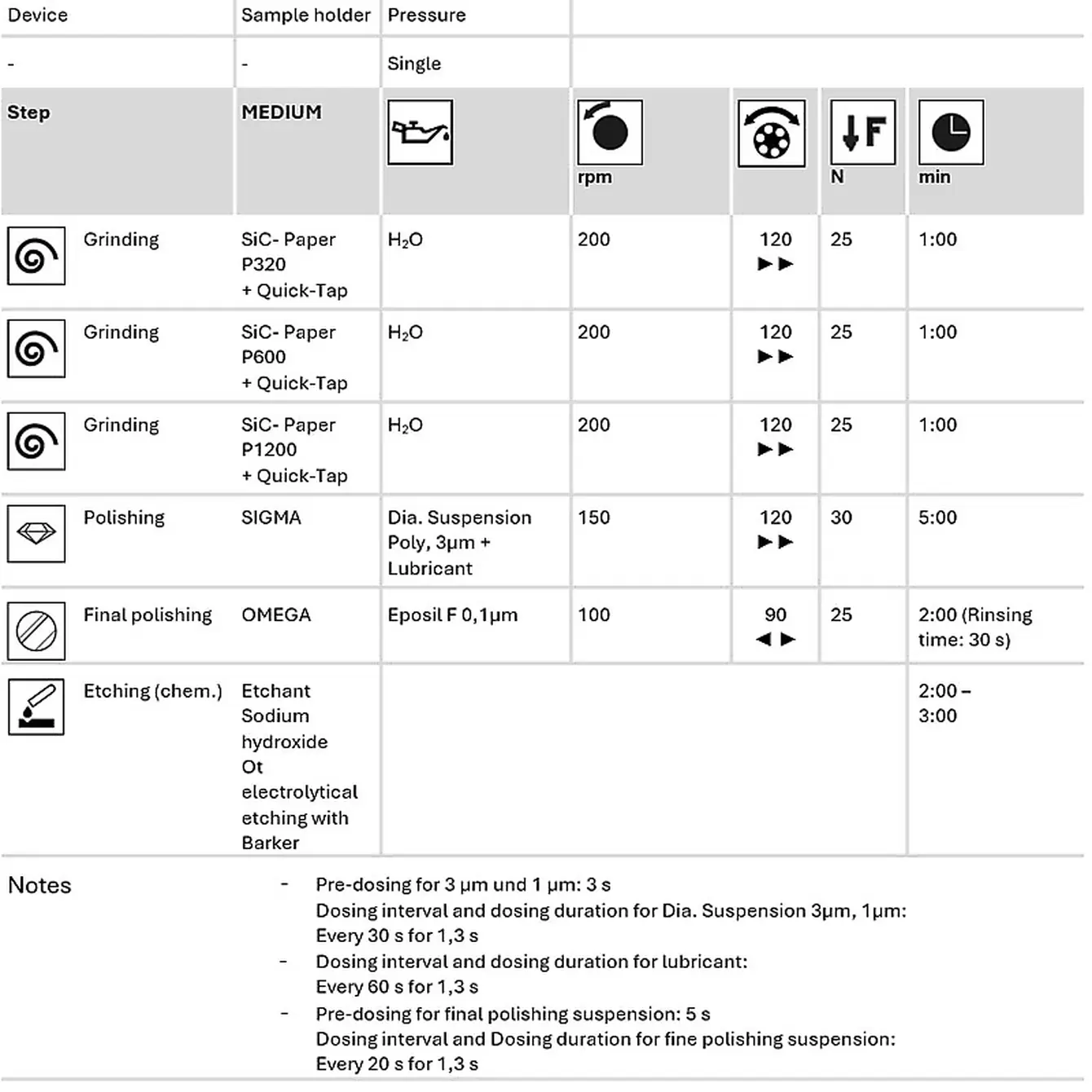
Metallographic Preparation
1. Grinding:
- Material: Soft → prone to deformation.
- Recommended consumables: SiC sandpaper.
- Procedure:
- Initial stage: P600.
- Second stage: P1200 (~2 minutes).
- Then proceed to polishing stage.
2. Polishing:
- Use soft surfaces to avoid deformation.
- Cloth sequence:
- Sigma cloth (medium-hard silk) → initial polishing.
- Zeta cloth (soft, synthetic) → 1 µm stage.
- OMEGA cloth (soft, chemically resistant) → final stage.
- Goal: Mirror finish without scratches or deformation.
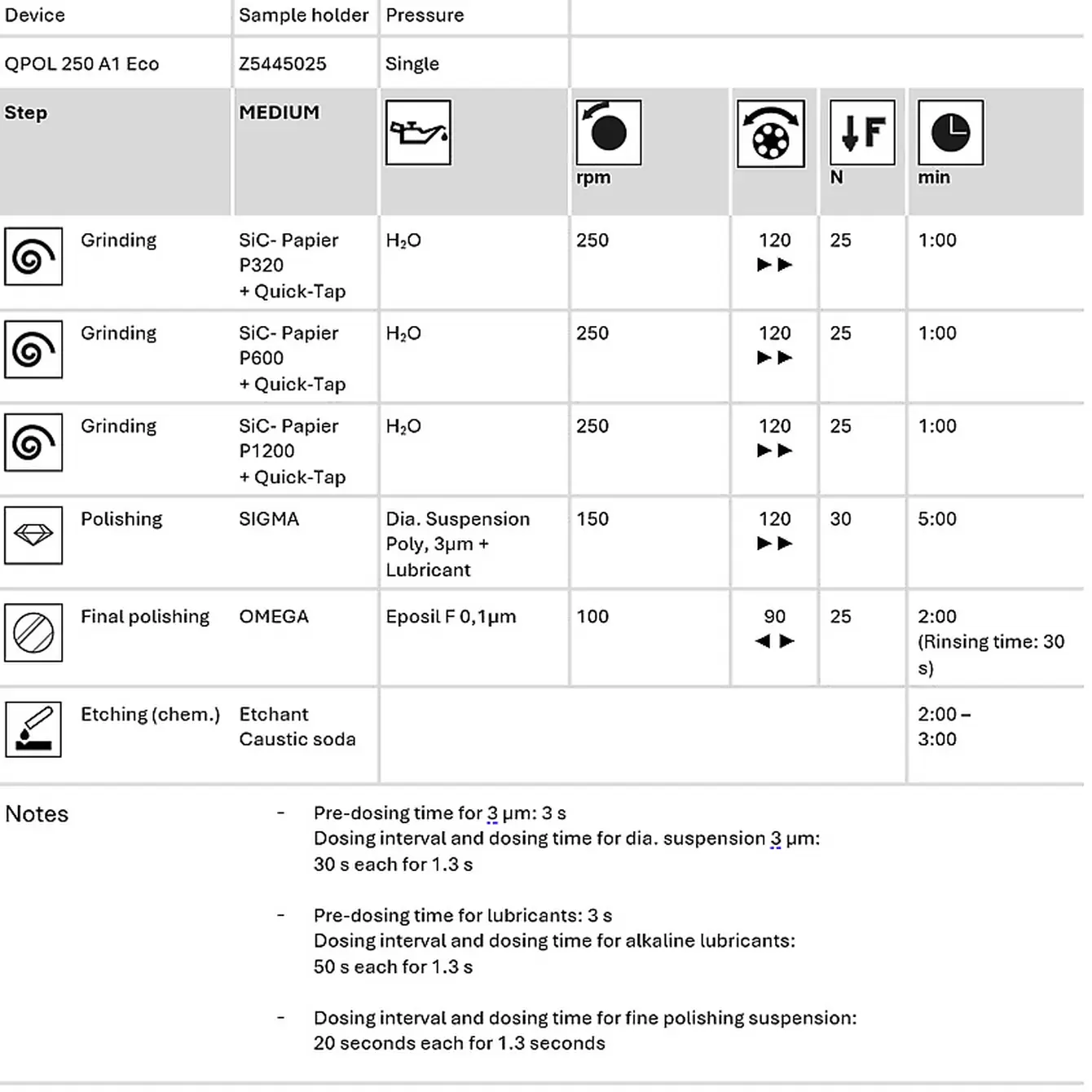
3. Etching
Purpose: Reveal grains, grain boundaries, and impurities.
Methods:
- Chemical immersion:g., NaOH.
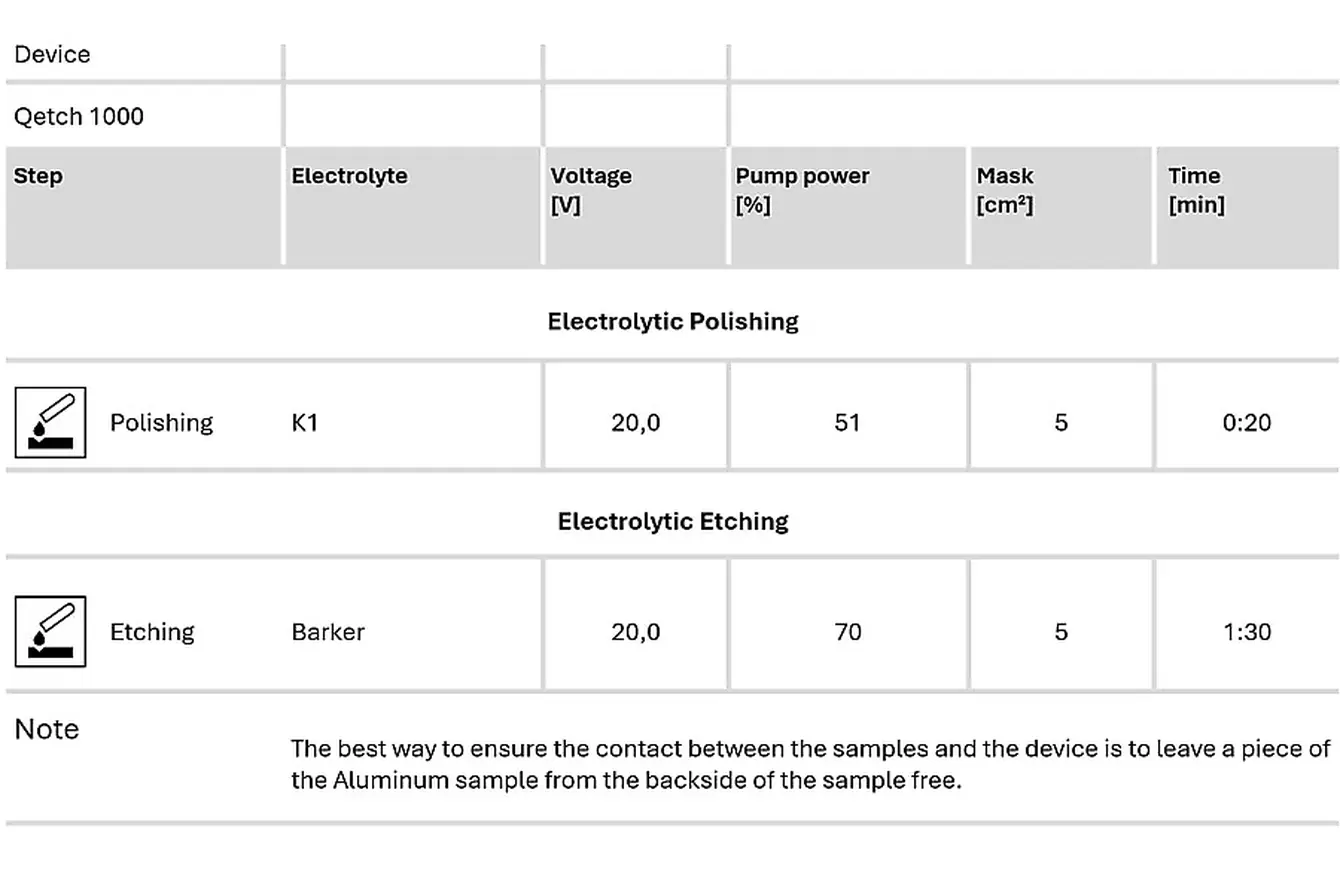
- Electrolytic etching:
- Sample acts as an anode → selective dissolution at grain boundaries.
- Advantages: controlled, uniform, minimal mechanical damage.
- Particularly useful for soft Al → clean, reproducible microstructure.
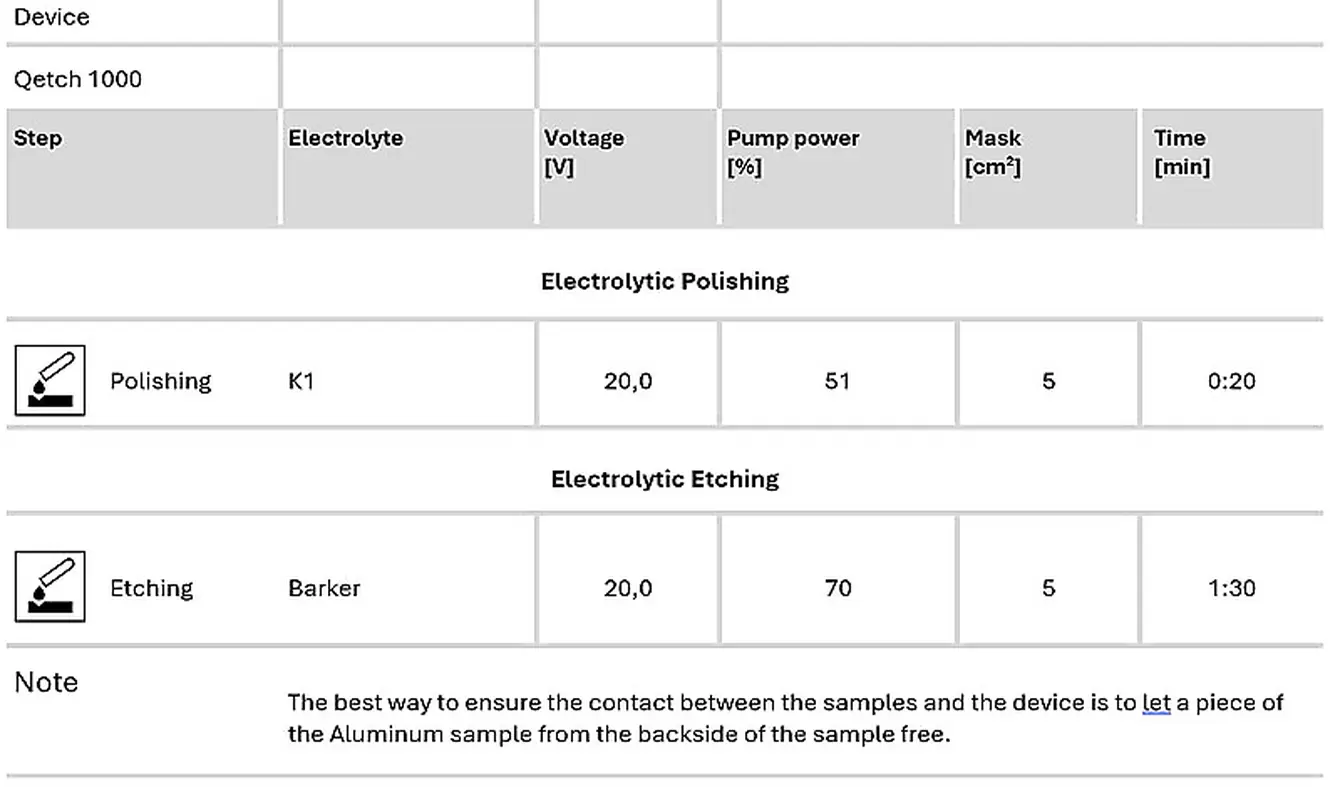
Equipment:
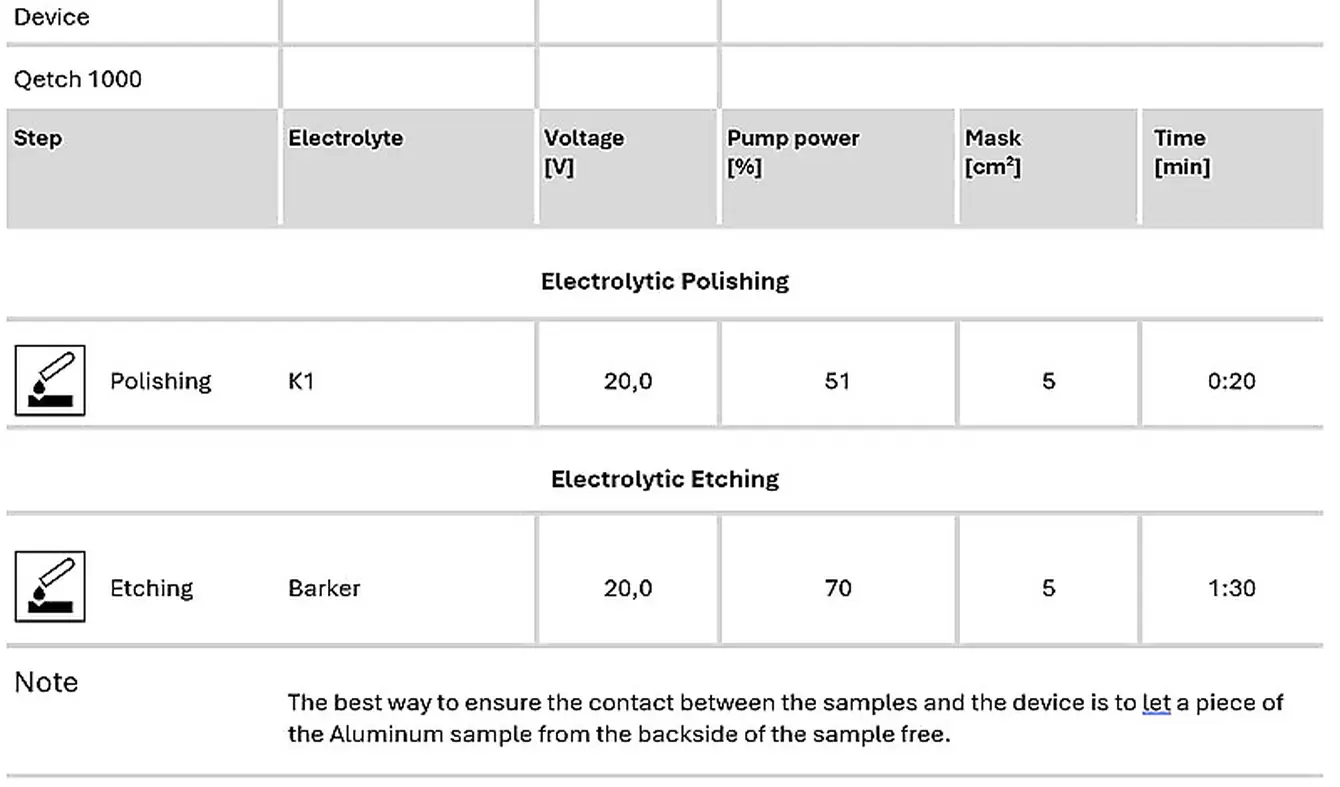
- QETCH 1000: automatic electrolytic polishing and marking machine with:
- Touchscreen.
- Voltage scan function.
- Interchangeable 1-liter tanks for different electrolytes.
- Water rinse program.



Wrought Aluminum Alloys
General
- Types:
- Wrought alloys: produced via continuous casting → processed by rolling, extrusion, or drawing.
- Cast alloys: intended exclusively for casting, better for casting quality and resistance to hot cracking.
- Nomenclature:
- EN + A (Aluminum) + W (wrought) or C (cast) → optionally B (unalloyed/alloyed ingots), M (master alloys).
- 4 digits (wrought), 5 digits (cast).
- Alternatively: Al + symbols of alloying elements with percentages.
Wrought Alloy Series:
|
Series
|
Main Element
|
Example
|
Hardening
|
|
1XXX
|
Pure Al
|
EN AW-1050A, 1070A
|
No (cold work only)
|
|
2XXX
|
Al-Cu
|
EN AW-2219, 2024
|
Heat-treatable
|
|
3XXX
|
Al-Mn
|
EN AW-3105, 3003
|
No
|
|
4XXX
|
Al-Si
|
EN AW-4032, 4046
|
No
|
|
5XXX
|
Al-Mg
|
EN AW-5005, 5182
|
No
|
|
6XXX
|
Al-Mg-Si
|
EN AW-6061, 6082
|
Heat-treatable
|
|
7XXX
|
Al-Zn-Mg
|
EN AW-7075, 7020
|
Heat-treatable
|
|
8XXX
|
Miscellaneous
|
EN AW-8006, 8011A
|
No
|
|
9XXX
|
Not used
|
-
|
-
|
Indicative Mechanical Strengths
- 1XXX: 70–175 MPa (cold work).
- 2XXX: 170–520 MPa (heat-treated).
- 3XXX: 140–280 MPa (cold work).
- 4XXX: 105–350 MPa (cold work + heat treatment).
- 5XXX: 140–380 MPa (cold work).
- 6XXX: 150–380 MPa (heat-treated).
- 7XXX: 380–620 MPa (heat-treated).
- 8XXX: 280–560 MPa (heat-treated).
Metallographic Analyses
- Grain size measurement: indicator of strength/ductility.
- Second-phase & inclusion analysis: assessment of purity, strength, corrosion resistance.
- Microstructure & texture: grain distribution/orientation, effects of thermomechanical treatments.
- Grain boundary characterization: sensitivity to intergranular corrosion/cracking.
- Defect detection: porosity, cracks, segregation.
- Coating analysis: thickness, adhesion, uniformity.
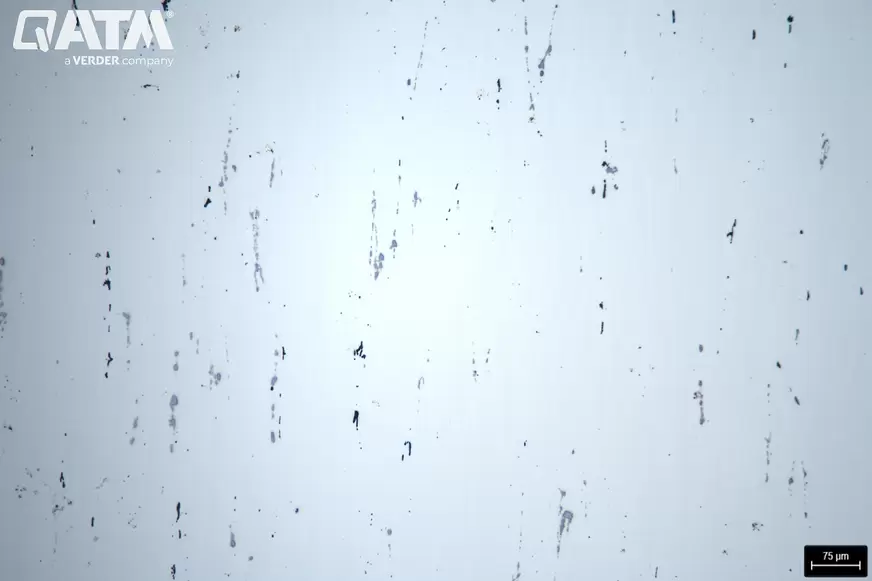


Preparation / Observation
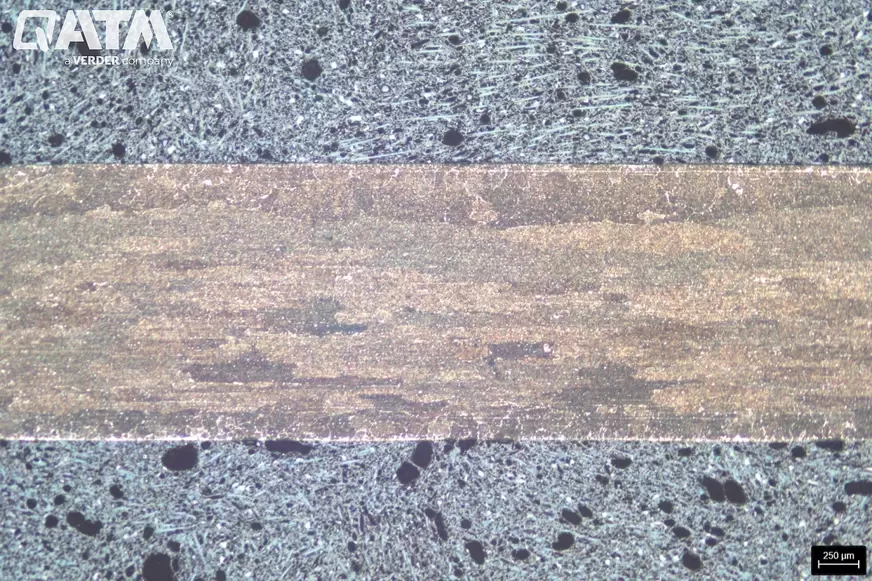
- Grinding & polishing: reveals microstructure (e.g., Al-Si → clean after polishing).
- Polishing:
- Electrolytic with Barker: for wrought Al structure
- Chemical with NaOH or Kroll: for grain/phase revelation.
Casting Aluminum Alloys
Casting aluminum alloys are classified according to DIN EN 1780 (different from the AA system of the Aluminum Association) and use a five-digit designation system:
- 1st digit: Main alloying element (e.g., 2XXX = Al-Cu, 4XXX = Al-Si, 5XXX = Al-Mg, 7XXX = Al-ZnMg).
- 2nd digit: Alloy type (e.g., 42XXX = Al-Si7Mg).
- 3rd digit: Specific alloy composition (arbitrary).
- 4th digit: Usually 0.
- 5th digit: Always 0 for CEN alloys, but never 0 for aerospace alloys (AECMA).
- Followed by a letter indicating casting method:
- S = sand casting.
- K = gravity casting.
- D = die casting.
- L = investment casting.
Additional letters/symbols indicate tempering condition:
- F = as-cast.
- T1 = controlled cooling + natural aging.
- T4 = solution treatment + natural aging.
- T5 = stress relief.
- T6 = solution treatment + artificial aging (most common for age-hardenable alloys).
- T64 = solution treatment + partial aging (underaging).
- T7 = solution treatment + overaging (stabilization).
- O = annealed (softened).
Physical Properties of Pure Al (20°C)
- Structure: FCC (Face-Centered Cubic).
- Density: 2.6989 × 10³ kg/m³.
- Melting Point: 660.2 °C.
- Elastic Modulus: 66.6 kN/mm².
- Thermal Conductivity: 235 W/m·K.
- Electrical Resistivity: 26.55 nΩ·m.
Metallographic Preparation – Casting Al
Preparation is more demanding than for wrought alloys due to softness and dendritic structures:
- Grinding: Suitable medium: SiC paper (P600 → P1200)
- Avoid aggressive materials (e.g., diamond discs) that may alter the microstructure.
- Polishing: Requires soft cloths:
- Sigma cloth (medium hardness) → initial stage.
- Zeta cloth (soft, synthetic) → 1 µm polishing stage.
- Omega cloth (chemically resistant, soft) → final polishing stage.
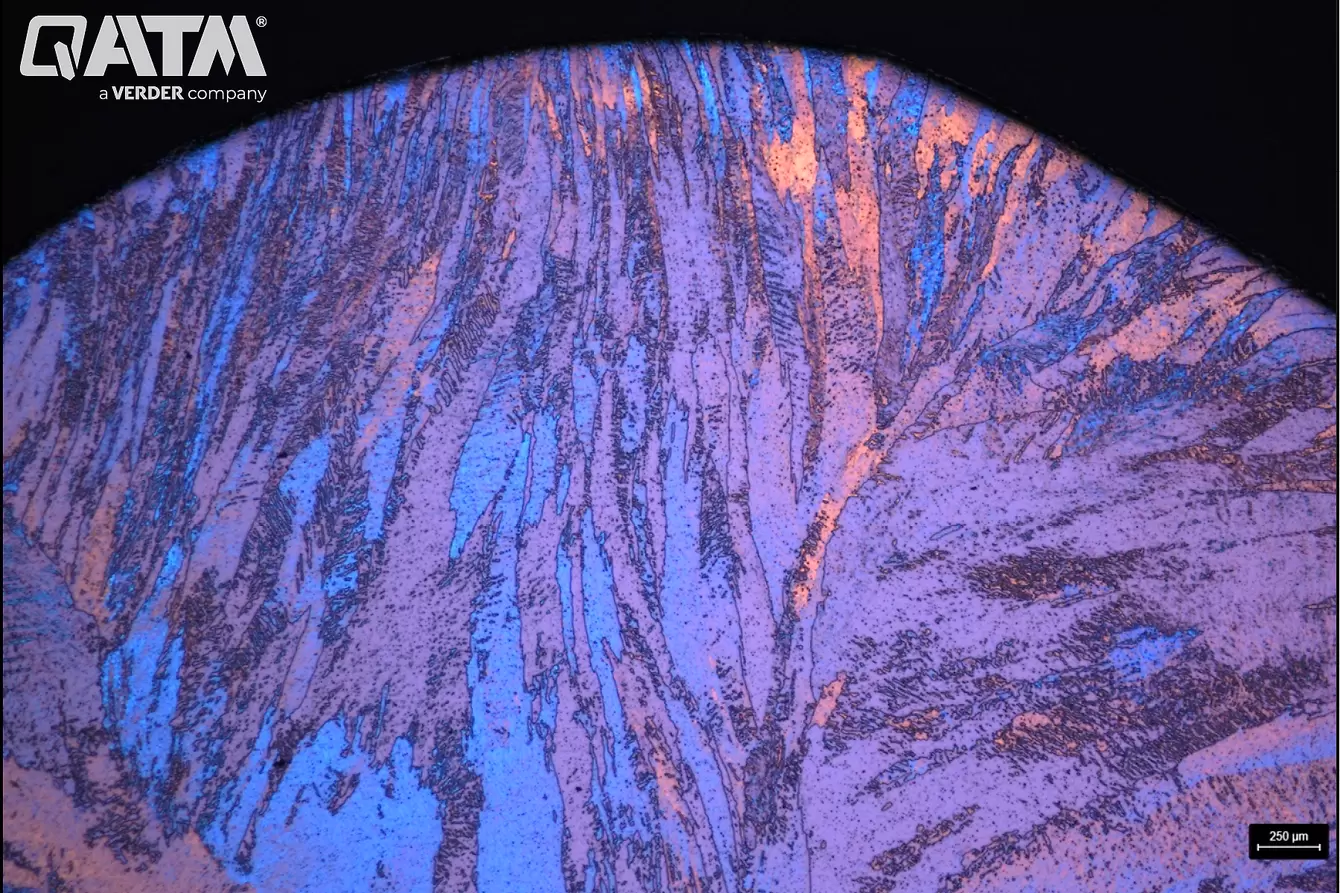
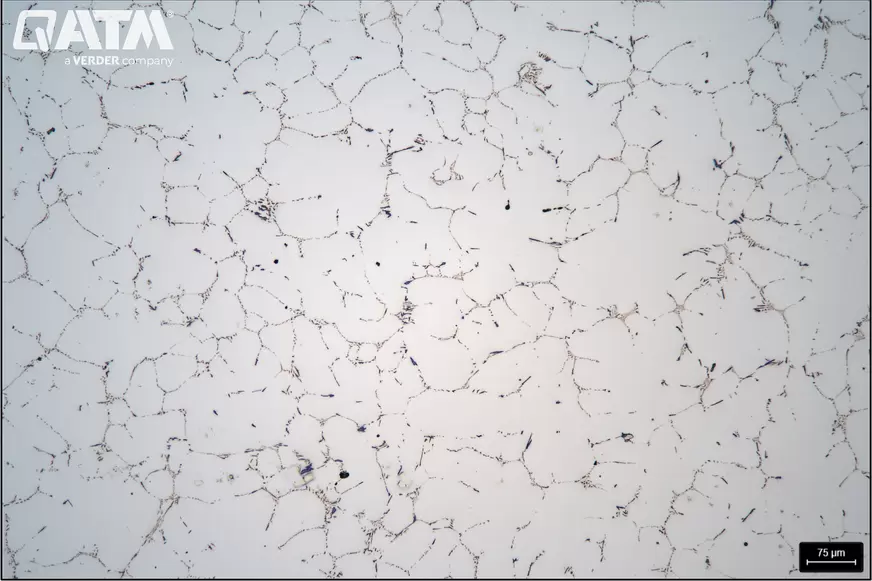
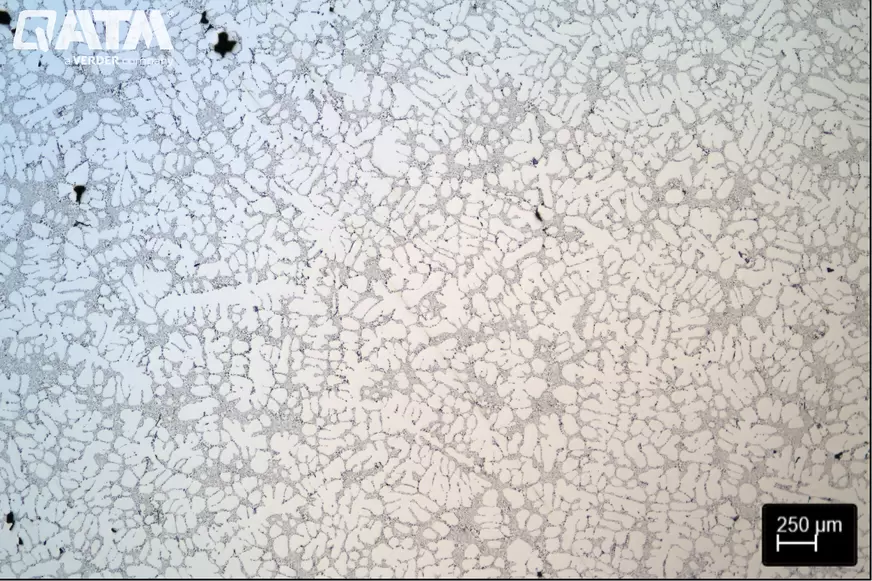
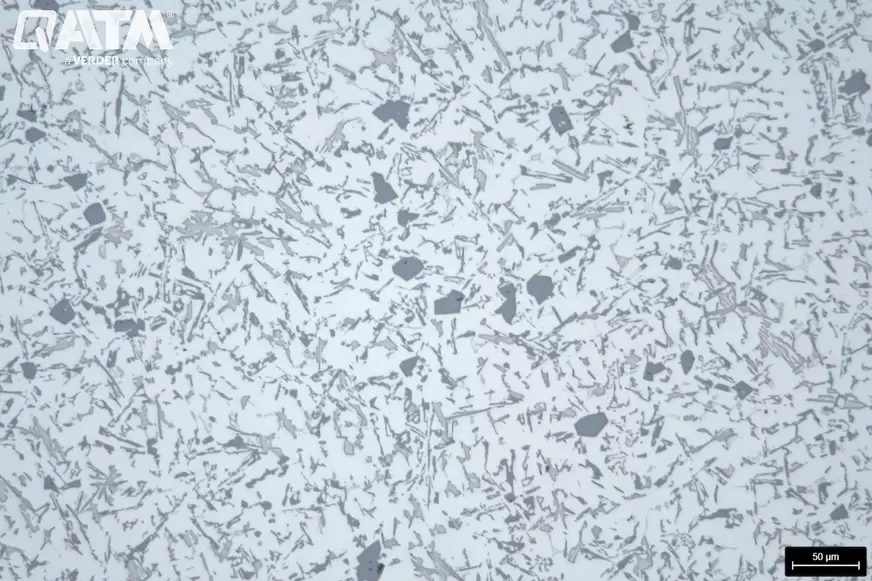
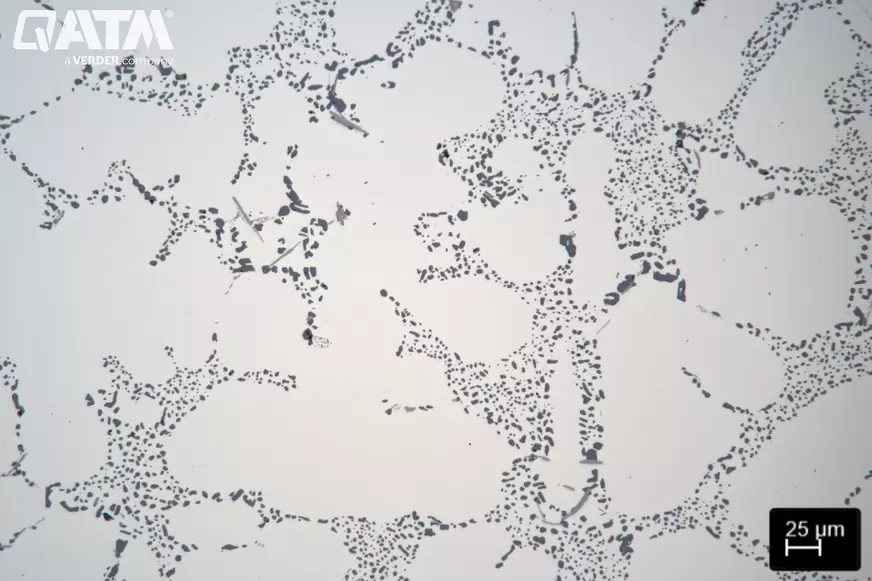
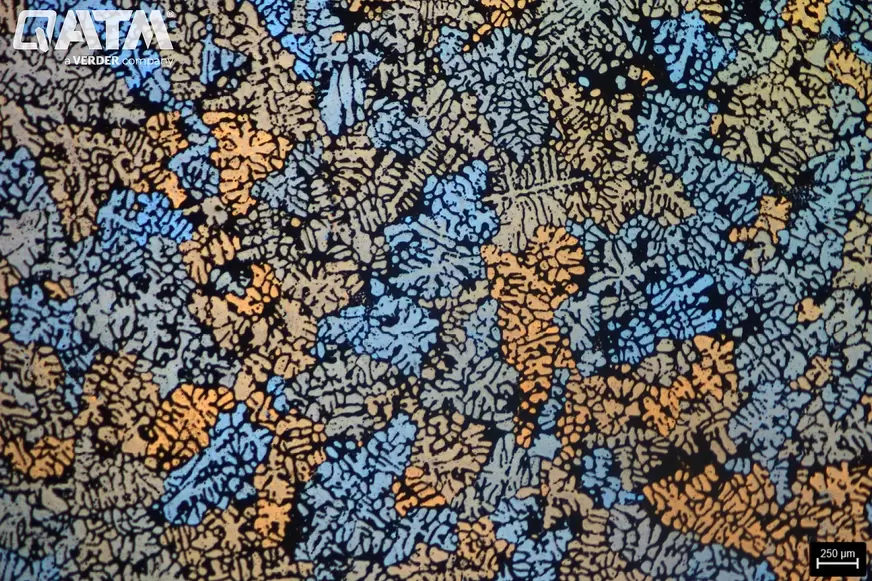
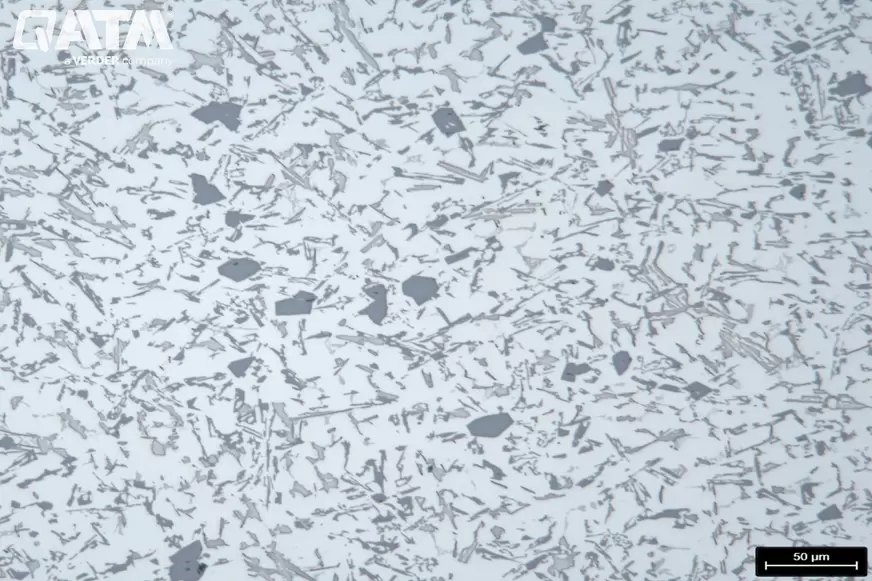
Typical Microstructures of Casting Al
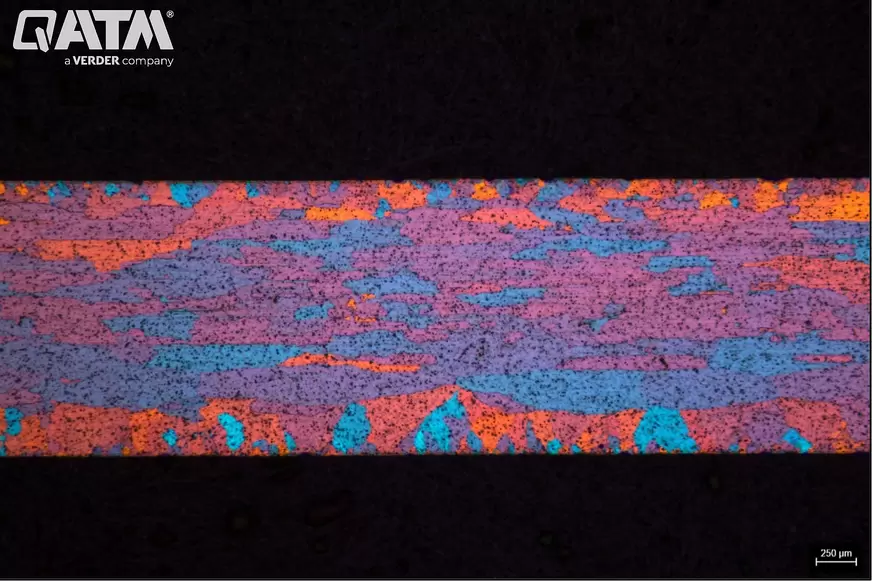
- Dendritic microstructure after electrolytic etching with Barker.
- Eutectic microstructure between dendrites.
- Al-Si alloys: characteristic eutectic structures and hard intermetallic phases.

FAQ – Aluminum Metallography
- What is it? Metallographic preparation (cutting, mounting, grinding, polishing, etching) and microstructure study for quality control or failure analysis.
- Differences compared to steel: Al is softer → easily deformed, requires gentler grinding/polishing. Forms surface oxide → more demanding etchants (Keller, Barker, Weck’s).
- Non-metallographic tests: Hardness, tensile strength, impact, wear, corrosion resistance, spectroscopic chemical analysis.
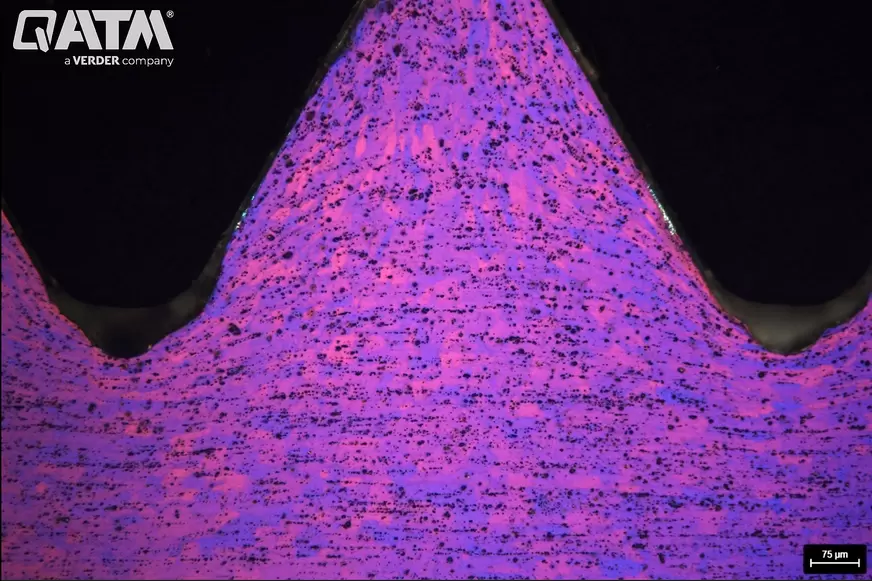
- Etchants:
- Keller’s reagent: general grain revelation.
- Barker’s reagent (electrolytic anodizing): polarized light → grain size measurement.
- Weck’s reagent: color contrast under polarized light.
- NaOH 7.5%: preliminary phase revelation.
- Correlation with hardness testing: Hardness values confirm the degree of hardening, correlated with the presence of precipitates visible in the microstructure.
")
")