")
")

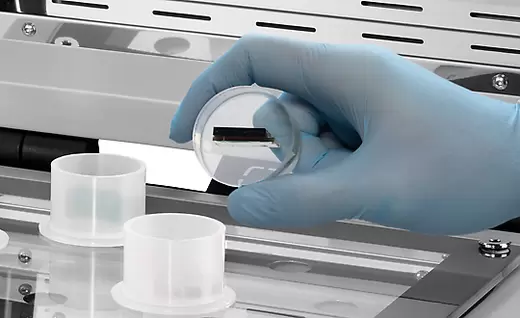
Η QATM προσφέρει ολοκληρωμένες λύσεις για την μεταλλογραφική προετοιμασία δειγμάτων που προέρχονται από τεχνολογίες 3D εκτύπωσης, διασφαλίζοντας ακρίβεια, καθαρότητα και σταθερότητα αποτελεσμάτων.
Οι προηγμένες μέθοδοι και ο εξοπλισμός της επιτρέπουν τη διατήρηση της ακεραιότητας των δειγμάτων, ακόμη και σε υλικά με ανομοιογενή μικροδομή ή ιδιαίτερα πορώδη χαρακτηριστικά, που συχνά συναντώνται σε εξαρτήματα προσθετικής κατασκευής. Η τεχνολογία 3D εκτύπωσης, εφευρέθηκε το 1983 και πατενταρίστηκε το 1986 από τον C. Hull (αρχικά ονομαζόταν «stereo lithography») και σήμερα αποτελεί καθιερωμένη μέθοδο παραγωγής στη βιομηχανία. Οι προβλέψεις δείχνουν αύξηση 774% στον παγκόσμιο κύκλο εργασιών τα επόμενα 5 χρόνια, καθιστώντας την αγορά της 3D εκτύπωσης ιδιαίτερα αναπτυσσόμενη.
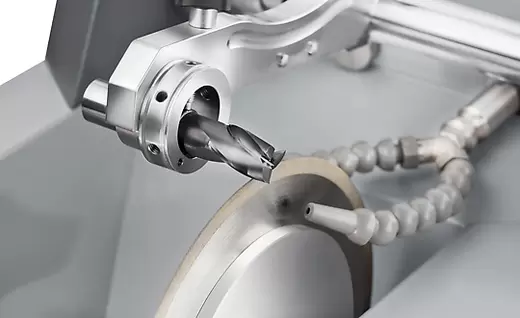
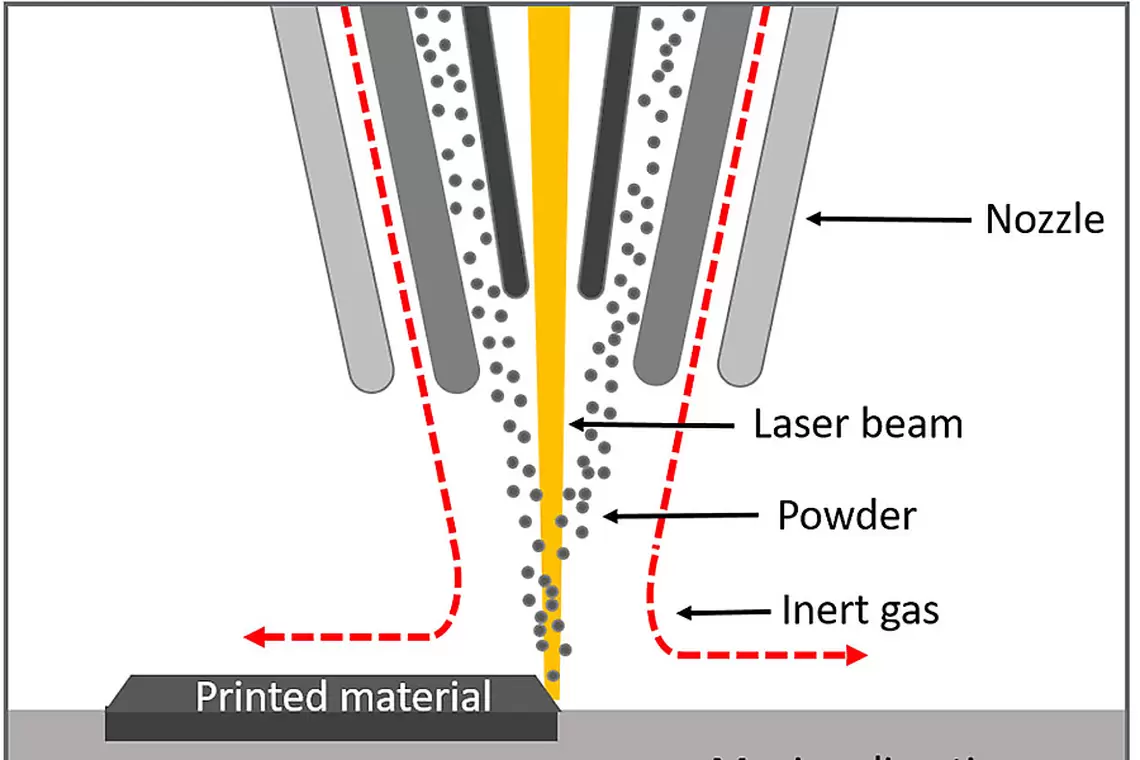
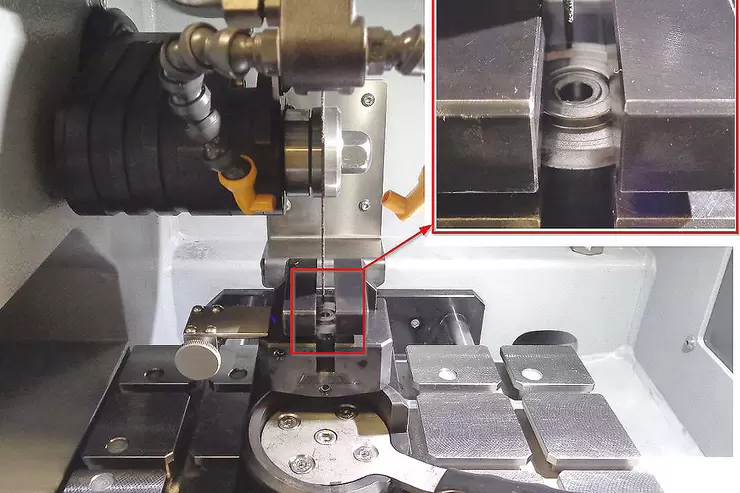
Μία από τις τεχνικές 3D εκτύπωσης είναι η additive laser powder build-up welding, όπου υλικά σε μορφή σκόνης συγκολλούνται με λέιζερ, δημιουργώντας το επιθυμητό σχήμα μέσω προκαθορισμένων τροχιών. Η ενέργεια του λέιζερ λιώνει τη σκόνη, σχηματίζοντας ένα συγκολλημένο bead.
Η 3D εκτύπωση (additive manufacturing), όπως η laser powder build-up welding, χρησιμοποιεί μεταλλική σκόνη η οποία συγκολλάται σε προκαθορισμένες τροχιές με τη βοήθεια λέιζερ για τη δημιουργία τρισδιάστατων αντικειμένων. Τα υλικά που χρησιμοποιούνται είναι κυρίως:
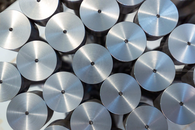
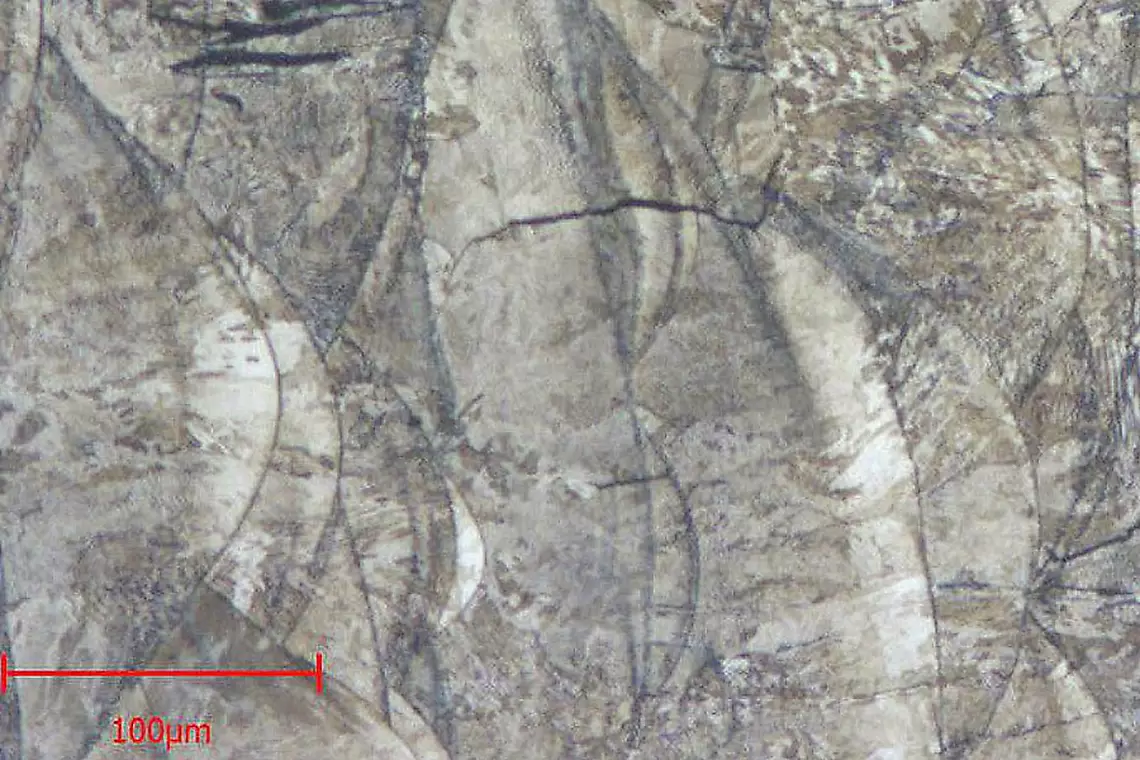
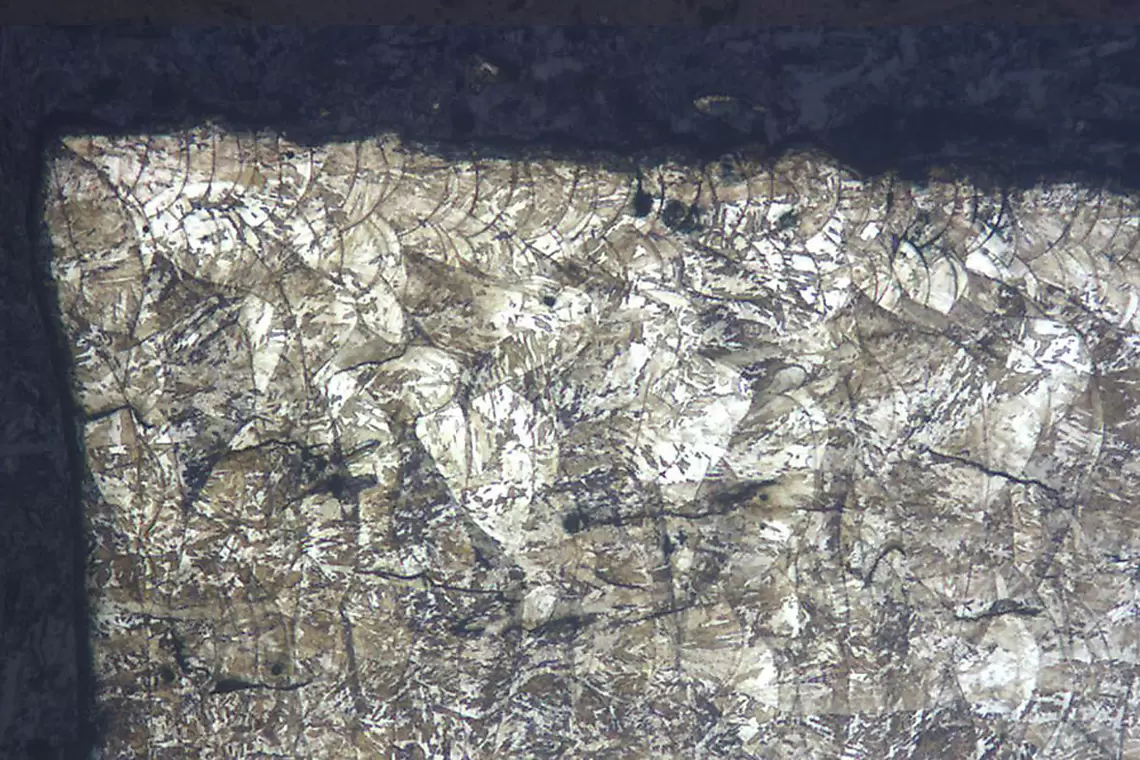
Η τελική γεωμετρία δημιουργείται με την υπερκάλυψη των bead συγκόλλησης, με στόχο υψηλή ακρίβεια και δυνατότητα μικροδομών <100 μm.
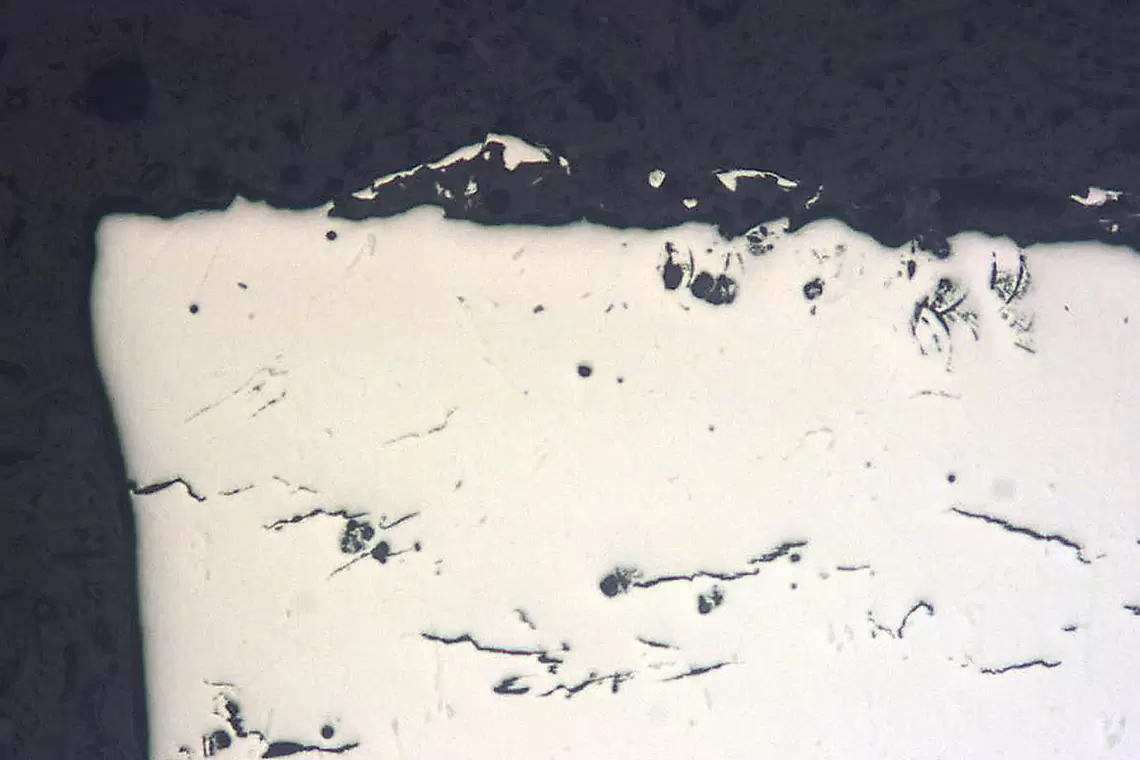
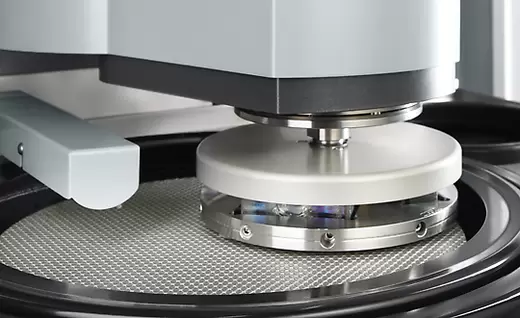
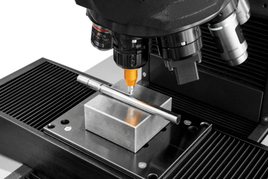
Το αποτέλεσμα είναι επιφάνεια λεία, επίπεδη και χωρίς παραμορφώσεις, κατάλληλη για μικροσκοπική παρατήρηση.
Αγίων Αναργύρων 10
Μαρούσι Αττικής, 151 24
Ελλάδα
![]()
Η Διοίκηση της Applied Laboratory & Engineering Solutions έχει καθορίσει και τεκμηριώσει την πολιτική της για την ποιότητα, βασισμένη στην εφαρμογή Συστήματος Διαχείρισης Ποιότητας κατά το διεθνές πρότυπο ISO 9001:2015 για τη δραστηριότητα της:
ΕΜΠΟΡΙΑ ΕΠΙΣΤΗΜΟΝΙΚΩΝ ΟΡΓΑΝΩΝ ΚΑΙ ΕΞΟΠΛΙΣΜΟΥ
Η Διοίκηση εξασφαλίζει ότι αυτή η Πολιτική Ποιότητας είναι κατανοητή, εφαρμόζεται και διατηρείται σε όλα τα επίπεδα.
Όραμα της Επιχείρησης είναι η αύξηση του μεριδίου της αγοράς και η ισχυροποίηση της ανταγωνιστικότητάς της προσφέροντας υψηλής ποιότητας προϊόντα.
Φιλοσοφία της Applied Laboratory & Engineering Solutions είναι:
Γενικές κατευθυντήριες οδηγίες:
Αθήνα, 12 – 09 – 2022
Η Γενική Διευθύντρια
Μαρία Λογοθέτη
![]()
The Management of Applied Laboratory & Engineering Solutions has defined and documented its quality policy, based on the implementation of a Quality Management System according to the international standard ISO 9001:2015 for its activities:
TRADE OF SCIENTIFIC INSTRUMENTS AND EQUIPMENT
Management ensures that this Quality Policy is understood, applied, and maintained at all levels.
The company’s vision is to increase its market share and strengthen its competitiveness by offering high-quality products.
The philosophy of Applied Laboratory & Engineering Solutions is:
General Guidelines:
Athens, 12 – 09 – 2022
The Director
Maria Logotheti